
 扫描关注微信
扫描关注微信



A、助焊剂残留在电池片的互联条两侧,层压时挥发后气体难排出,在互联条两侧产生气泡或气泡群。如图4所示。
电池片上互联条旁,出现的气泡或气泡群
解决措施:
1.在作业指导书上表明助焊剂的用量,控制助焊剂的用量,焊接时保证互联条焊接时保持在浸润状态,互联条不可未达到浸润状态就进行施焊。
2.对于助焊剂在电池片表面的残留,可用酒精进行清洗。
B、排版时返修电池片,造成电池片与玻璃间的EVA烫伤,层压时空气难以抽出,产生个别小气泡。
解决措施:
1.尽量减少在排版台上的返工,返工结束后清理好工作台面。
2.烫伤后的EVA需剔除掉,重新补上同批次新EVA再层压
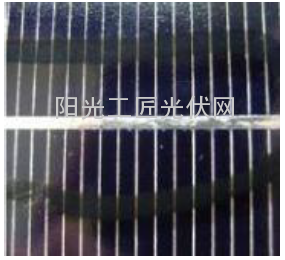
C、焊接虚焊时,虚焊的空隙处气体较难排出,易产生气泡。(如图5所示)
解决措施:焊接时减少虚焊的产生,对产生的虚焊进行修复。
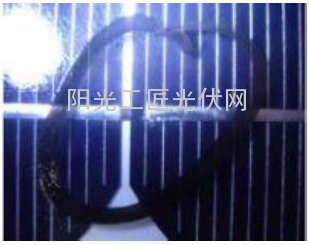
图5虚焊处产生气泡
4)汇流带旁出现的气泡(特别是在隔离处出现频率较多):





 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...