
 扫描关注微信
扫描关注微信



近年来,锂离子电池越来越受新能源领域的青睐,随着国家对新能源领域的大力支持,锂离子电池的应用范围也越来越广,因此对电池的一致性要求也越来越高。
影响锂离子电池一致性的因素很多,包括正负极材料、生产技术和工艺、使用过程中的衰减率、内阻变化,以及自放电率等。
电池一致性控制不好,很大程度上会影响电池组性能的发挥和循环寿命,甚至有可能引发着火、爆炸等安全事故。
在锂离子电池生产工艺中,包括搅拌、涂布、辊压,裁片、卷绕、封装/注液、化成、分组等几十多个工序,工艺繁琐,控制点众多。
目前,我国还没有相关的行业和国家标准出台,不同生产厂家由于工艺和设备能力不一致,所生产电池在容量、循环等方面性能不一致。甚至同一个厂家不同时期的产品也很难达到一致,这就给新能源汽车的安全埋下隐患。
一
极片的辊压工艺,是极片加工的最后一道工序,决定着正负极极片的最终压实密度和孔隙率,对锂离子电池的容量和衰减有着决定性的影响。
压辊工艺和金属材料成形中的轧制工艺是相同的,只是压制材料不同,前者是锂离子电池用正负极片,而后者通常是以各种金属为加工对象。
相比而言,极片压辊工艺对精度的要求要比金属轧制更高,尤其是随着新能源汽车等对锂离子电池容量和衰减一致性的要求不断提高,正负极极片的厚度也受到了越来越多技术人员的重视。
通常情况下,涂布烘干后的电极极片以卷绕的形式储存。辊压之前,极片开卷,将极片以一定的张力送入辊压机的上辊和下辊之间,其中上辊是固定不动,下辊在液压缸的作用下,缓慢向上运动,和上辊共同作用,将极片压制成预先设计的厚度,如图1。
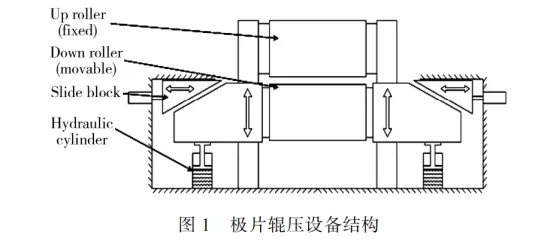
在压辊的两端,分别设计安装2个楔块,可以防止压辊在沿轴向方向上的运动和变形,增加设备的稳定性。
在辊压的过程中,为了将正负极极片压制到合适的厚度,需要辊压力较大,辊压力的反作用力会作用在压辊上,并通过压辊的轴承传递到设备整体结构上。
可以将压辊看作一个简支梁的问题,由于楔块的存在,不考虑沿压辊轴线长度方向上的变形,只考虑在铅垂方向上压辊由于受到极片反作用力的弹性变形和挠曲变形。
在极片辊压过程中,挠曲变形是必然的,且随着辊压力的增加,挠曲变形程度也会越大,正极极片的挠曲变形大于负极极片,挠曲变形的最大值出现在压辊中线位置。
此外,压辊直径的增加,可以使其界面的转动惯量增加,从而减小挠曲变形。在压辊材料方面,可以选择弹性模量相对较大的材料,弹性模量越大,一定工艺条件下,挠曲变形会变得越小。
在实际生产过程中,极片中心线和压辊中心线很难完全重合,总会有一定的偏差。
假定极片左侧边缘距离压辊左侧距离为a,极片中心线距离压辊左侧距离为a1,极片中心线距离压辊右侧距离为a2,如图2。
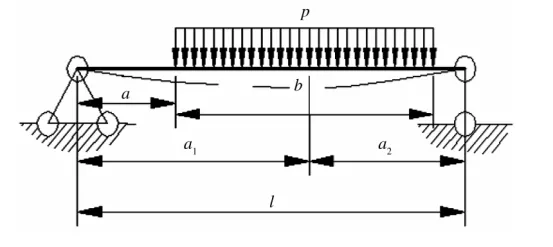
图 2. 载荷非对称分布简支梁受力
如果极片中心线和压辊中心线距离偏离了50 mm,其他数据仍然采用对称分布载荷的数据,可以推算出极片中心与压辊中心的偏移,造成了极片辊压挠曲变形进一步增加,且随着偏移距离的增加,挠曲变形的程度也会不断扩大。
此外,辊压极片的宽度对挠曲变形也有影响,两者呈正比关系,即极片宽度b越大,会造成挠曲变形也相应地越大,极片中心与压辊中心重合时,挠曲变形最小。
二
采用高温油对压辊加热是一种常见的加热方式,一般采用在压辊内部设置油路,通过保持恒定温度的油对压辊进行加热,再利用一定温度的压辊对正负极片压实。
为保持整个压辊温度的均匀性,油路的设计一般为环形结构,并在轴心线上设置一个内径稍大的孔,作为高温油的回路,如图3。
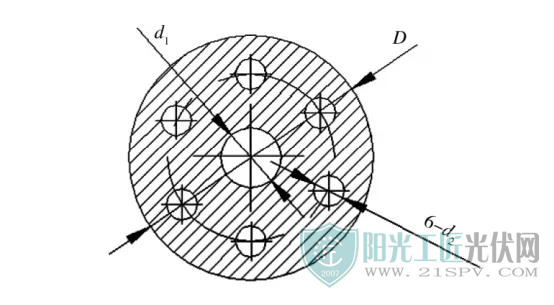
图3. 油路加热压辊截面
这种截面的转动惯量可以根据转动惯量的定义,采用相关软件进行计算。这种有多个圆孔的压辊截面,其转动惯量也是会小于实心截面压辊的。其减小的幅度,与所设计的油路尺寸、位置等多种因素有关。
环形油路的压辊工艺中,由于压辊转动惯量变小,在一定的辊压压力作用下,其最大挠曲变形将会增加。
此外,由于是高温辊压工艺,正极或者负极材料在较高的温度下进行变形,同样的压实密度下,所需的辊压力会变小,从而压辊的挠曲变形也会成比例减小。
最终的挠曲变形,其增加或者减小,要取决于多种综合因素。在正负极极片辊压工艺中,压力很大,尤其是正极材料,为了达到合适的压实密度,压力可以高达百吨,在这么大的作用力下,压辊发生弹性变形是必然的,塑性变形也不是不可能的。
不过,现在越来越多的企业采用高温精密辊压机,这种热压工艺,不同于室温冷压工艺,是通过提高压机速度,从而提高生产效率,并使得在同样的压缩比下,所需压力比冷压下降40%~50%,并在一定程度上优化了极片内部微观结构,提高了电池容量。
总的来说,压辊的挠曲变形是造成锂离子电池正负极片厚度不一致性的根本原因,其因素是多方面的。
首先压力越大,挠曲变形也越大,极片厚度不一致性增加。压辊直径越大,由于转动惯量大,挠曲变形小,但压辊直径大,会增加压辊与极片的接触面积,为了一定的压实密度,则需要相应提高设备压力,又一定程度上增加了挠曲变形。
此外,压辊材料对挠曲和弹性变形的影响主要体现在弹性模量上,模量越大,变形越小。极片宽度也会影响挠曲变形,极片宽度越大,挠曲变形也越大。
在辊压工艺中,尽量将极片中心线和压辊中心线对齐,两者有偏移会增加挠曲变形,从而增加极片厚度的不一致性,两者偏移距离越大,挠曲变形也随着增加。
其次,在辊压过程中,一定有弹性变形发生,尤其正极材料,弹性变形较大,但这种弹性变形不会增加极片厚度的不一致性。
最后是电磁感应空心压辊,相比同样外径的实心轴,挠度变形增加,油回路压辊,也会增加挠曲变形,同时压辊温度升高后,又会影响压辊的弹性模量,进而影响挠曲变形。
原标题:浅谈:锂电池极片辊压工艺变形





 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...